
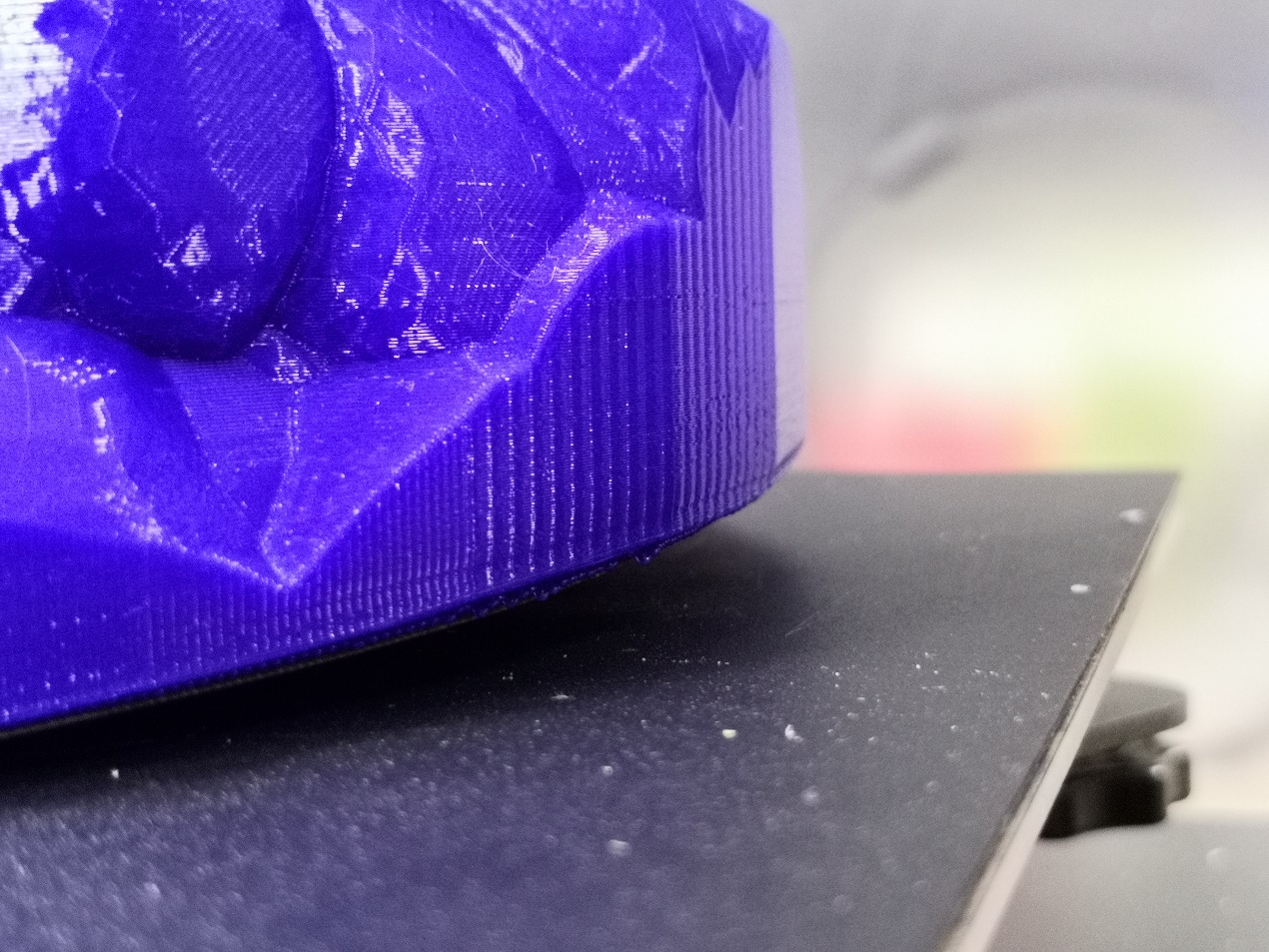
WHAT’S THE ISSUE?
The bottom or upper edge of the model is warped and deformed during printing; the bottom no longer sticks to the printing table. The warped edge may also cause the upper part of the model to break, or the model may be completely separated from the printing table due to poor adhesion with the printing bed.
POSSIBLE CAUSES
∙ Cooling Too Quickly
∙ Weak Bonding Surface
∙ Unlevel Print Bed
TROUBLESHOOTING TIPS
Cooling Too Quickly
The materials such as ABS or PLA, have the characteristic of shrinking during the process of heating to cooling and this is the root cause of the problem. The problem of warping will happen if the filament cools down too quickly.
USE A HEATED BED
The easiest way is to use a heated bed and adjust the appropriate temperature to slow down the cooling of the filament and make it better bond with the printing bed. The temperature setting of the heated bed can refer to the recommended on the filament packaging. Generally, the temperature of the PLA print bed is 40-60°C, and the temperature of the ABS heated bed is 70-100°C.
Turn off the fan
Generally, the printer uses a fan to cool the extruded filament. Turning off the fan at the beginning of printing can make the filament better bond with the printing bed. Through the slicing software, the fan speed of a certain number of layers at the beginning of printing can be set to 0.
Use a Heated Enclosure
For some large-size printing, the bottom of the model can keep sticking on the heated bed. However, the upper part of the layers still has the possibility that contracting because the height is too tall to let the heated bed temperature reach to the upper part. In this situation, if it is allowed, place the model in an enclosure that can keep the entire area in a certain temperature, reducing the cooling speed of the model and prevent warping.
Weak Bonding Surface
Poor adhesion of the contact surface between the model and the printing bed can also cause warping. The printing bed needs to have a certain texture to facilitate the filament stuck tightly. Also, the bottom of the model must be large enough to have sufficient stickiness.
ADD TEXTURE TO THE PRINT BED
Adding textured materials to the print bed is a common solution, for example masking tapes, heat resistant tapes or applying a thin layer of stick glue, which can be easily washed away. For PLA, masking tape will be a good choice.
CLEAN THE PRINT BED
If the print bed is made of glass or similar materials, the grease from fingerprints and the excessive build of glue deposits can all result in not sticking. Clean and maintain the print bed in order to keep the surface in good condition.
ADD SUPPORTS
If the model has complex overhangs or extremities, be sure to add supports to hold the print together during the process. And the supports can also increase the bonding surface that help sticking.
ADD BRIMS AND RAFTS
Some models have only small contact surfaces with the print bed and easy to fall off. To enlarge the contact surface, Skirts, Brims and Rafts can be added in the slicing software. Skirts or Brims will add a single layer of a specified number of perimeter lines radiating out from where the print makes contact with the print bed. Raft will add a specified thickness to the bottom of the print, according the shadow of the print.
Unlevel Print Bed
If the print bed is not leveled, it will cause uneven printing. In some positions, the nozzles are too high, which makes the extruded filament not stick to the print bed well, and results in warping.
LEVEL THE PRINT BED
Every printer has a different process for print platform leveling, some like the latest Lulzbots utilize an extremely reliable auto leveling system, others such as the Ultimaker have a handy step-by-step approach that guides you through the adjustment process. Refer to your printer’s manual for how to level your print bed.
Post time: Dec-23-2020